|
|
|
Neotech Inspection & Chemical Co.,Ltd.
| Nord Composites เรซิ่น และเจลโค้ท สำหรับทำโมลด์ ทำเรือ |
  |
บริษัท นีโอเทค คอมโพสิท จำกัด
139 ซ. พระยาสุเรนทร์ 30 ถ.พระยาสุเรนทร์ (รามอินทรา109 )แขวงบางชัน เขตคลองสามวา กรุงเทพ 10510
โทร : 02-5174955-6 แฟกซ์ : 02-5174957 Mobile 086-3746588, 086-3369614, 086-3108566, 086-3052248 |
|
|
|
 
ชมวีดีโอวิธีการทำต้นแบบจนถึงการทำโมล์ดไม่หดตัว
From Plug to Mould with tooling resin Zero shrinkage
 เรซิ่นสำหรับการทำโมลด์ “Tooling Resin” เรซิ่นสำหรับการทำโมลด์ “Tooling Resin”
ปัจจุบันการผลิตโมลด์แม่แบบโดยทั่วไปในประเทศไทย มักใช้เรซิ่นปกติในท้องตลาด โดยอาจเลือกชนิดที่มีคุณภาพสูงกว่าปกติ แต่ยังคงพบปัญหาการหดตัวที่ไม่เท่ากัน ทำให้แม่แบบไม่ได้รูปทรงตามต้องการ จึงต้องมีการเผื่อโมลด์ และแก้ไขโมลด์ให้เหมาะสม จึงส่งผลให้การทำงานไม่แน่นอน ล่าช้า เสียเวลา และเสียค่าใช้จ่ายสูง อีกทั้งไม่สามารถผลิตโมลด์ได้อย่างรวดเร็วและมีขนาดที่เท่ากัน หากต้องการโมลด์หลายๆตัว เพื่อให้สามารถผลิตชิ้นงานได้รวดเร็วขึ้น จำนวนมากขึ้น เรซิ่นทำโมลด์ เจลโค้ตทำโมลดเรซิ่นทำโมลด์ เจลโค้ตทำโมลด์ เรซิ่นทำโมลด์ เจลโค้ตทำโมลด์ เรซิ่นทำโมลด์ เจลโค้ตทำโมลด์ เรซิ่นทำโมลด์ เจลโค้ตทำโมลด์
 ปัจจุบันในต่างประเทศได้มีการผลิตเรซิ่นสำหรับการทำโมลด์โดยเฉพาะ ปัจจุบันในต่างประเทศได้มีการผลิตเรซิ่นสำหรับการทำโมลด์โดยเฉพาะ
ซึ่งมีคุณสมบัติที่เหมาะสมต่อการผลิตโมลด์โดยเฉพาะดังนี้
| |
- ไม่มีการหดตัว เมื่อเรซิ่นแข็งตัวเต็มที่แล้ว
- รวดเร็ว, สามารถทำโมลด์ได้ภายในวันเดียว
- สามารถผลิตโมลด์ที่แข็งแรง ทนทาน และมีอายุการใช้งานได้นาน
- เป็นเรซิ่นชนิดผสมตัวเร่ง และฟิลเล่อร์แล้ว
- การใช้งานได้เหมือนเรซิ่นทั่วไป
- การแข็งตัวเป็นไปอย่างรวดเร็ว ทำให้การสร้างโมลด์เป็นไปได้อย่างรวดเร็ว
- พิมพ์ผิวของชิ้นงานที่แข็งตัวแล้ว ได้อย่างสมบูรณ์แบบ
- เห็นการเปลี่ยนสี เมื่อมีการแข็งตัว
- ทำการผลิตได้อย่างรวดเร็ว เป็นการลดต้นทุนการทำโมลด์
- อายุการใช้งานนานกว่าโมลด์ ไฟเบอร์กลาสทั่วไป
- ขนาดและสัดส่วนคงที่
- เก็บได้เช่นเดียวกับเรซิ่นทั่วไป โดยส่วนผสมที่เป็นฟิลเลอร์ไม่แยกตัว
- ถ้าต้องการเรซิ่นที่มีสมรรถนะสูงขึ้น สามารถเลือกเรซิ่นชนิดไวนิลเอสเตอร์และเจลโค้ท
|
 |
|
| |
Norester RM 2000/50, RM 2550 คือโพลีเอสเตอร์เรซิ่นชนิดไม่อิ่มตัวสูตรพิเศษ ถูกออกแบบสำหรับการผลิตโมลด์ ที่มีคุณภาพสูงและมีอายุการใช้งานนาน เพื่อผลิตชิ้นงานเทอร์โมเซ็ทคอมโพสิท ด้วยการที่มีส่วนผสมของตัวทำปฏิกิริยาเพียงอย่างเดียว ทำให้เรซิ่นชนิดนี้ซึ่งมีส่วนผสมของตัวเร่งและฟิลเลอร์อยู่ในตัวแล้ว สามารถทำปฏิกิริยาแข็งตัวได้ในความร้อนของอุณหภูมิห้องได้อย่างสมบูรณ์แบบ ทำให้สร้างชิ้นงานแม่แบบที่ไม่หดตัวและไม่เห็นชั้นรอยเส้นใยบนผิวหน้า เนื่องจากการทำปฏิกิริยาการแข็งตัวเป็นไปอย่างรวดเร็ว และง่ายต่อการทำงานของ RM 2000/50, RM 2550 ทำให้สามารถผลิตโมลด์ต่างๆ ได้ภายในวันเดียว
จากการคัดเลือกฟิลเลอร์ที่แต่งเติมลงไปอย่างระมัดระวังใน RM 2000/50, RM 2550 ทำให้การหดตัวตามปกติที่เกิดขึ้นจากเรซิ่นทำแบบโดยทั่วไป ถูกทำให้เกิดสมดุลในตอนสุดท้ายของการแข็งตัวของโมลด์ ทำให้ไม่เกิดการหดตัวและคงสภาพเท่าเดิม ตามขนาดของตัวต้นแบบ และให้ผิวหน้าที่สมบูรณ์แบบในการผลิตตัวสินค้าต่อไป
|
|
|
คำแนะนำในการใช้งาน
ข้อกำหนดของสถานที่ผลิต
สิ่งจำเป็นในการผลิตให้เกิดการแข็งตัวตามมาตรฐานของ RM 2000/50, RM 2550 สถานที่ผลิตต้องมีอุณหภูมิไม่น้อยกว่า 15°C โดยควรอยู่ที่ 18-25°C หากอุณหภูมิสูงกว่า 25°C และต้องการผลิตโมลด์ขนาดใหญ่ ขอแนะนำ LGT VERSION (LONG GEL TIME VERSION) หากอุณหภูมิต่ำมากจุดในการแข็งตัวที่เหมาะสมเพื่อให้ได้คุณสมบัติการไม่หดตัวจะไม่สามารถทำได้
1 การเตรียมต้นแบบ ผิวหน้าของต้นแบบ จะต้องไม่มีฟองอากาศ ตำหนิ หรือส่วนที่ไม่เรียบร้อย และต้องใช้น้ำยาถอดแบบที่เหมาะสมเตรียมผิวให้เรียบร้อย
2 GEL COAT เจลโค้ตชนิด NORD ISOPHTHALIC Tool Gelcoat # GC 200/201 เหมาะสำหรับการใช้งานได้ตลอดอายุการใช้งานของแม่แบบ แต่หากต้องการความทนทานเพิ่ม ขอแนะนำ GC 206/207 เป็นเจลโค้ท ชนิด VINYL ESTER ทั้ง 2 ชนิด สามารถใช้งานโดยการพ่น GC 207 หรือใช้แปรงทา GC 206 และมีชนิดที่เป็นสีส้ม สีน้ำเงิน และสีเขียว โดยการผสมตัวแข็ง MEKP M60 1%-2% ความหนาของเจลโค้ท ควรมีความหนาระหว่าง 600-800 micron (0.6-0.8 มิลลิเมตร) เจลโค้ตควรจะแข็งตัวเต็มที่ ก่อนที่จะลงชั้นเสริมความแข็งแรง
3 ชั้นผิวแรก ในการลงใยผิวงานชั้นแรกนั้นมีความสำคัญมาก ต้องรีดให้รวมเป็นเนื้อเดียวกัน โดยต้องไล่ฟองอากาศออกให้หมด ในการลงผิวชั้นแรกเพื่อให้ได้คุณภาพที่ต้องการสามารถเลือกใช้
1 ชั้น x 200 หรือ 300 กรัม/ตรม. ของใยแม็ท (ชนิด E-Glass Emulsion bond) ด้วยเรซิน Norester RM 2000/50, RM 2550
1 ชั้นใยผิว หรือ 1x200-300 กรัม/ตรม.ของใยแม็ท (ชนิด powder หรือ Emulsion) ด้วย ISO-NPG Norester 568
1 ชั้นใยผิว หรือ 1x200-300 กรัม/ตรม. ของใยแม็ท (ชนิด powder หรือ Emulsion) ด้วยเรซิ่น Vinylester resin Norester 680
เมื่อลงชั้นผิวแรกของ Norester 568 หรือ Norester 680 แล้ว ควรปล่อยให้แข็งเต็มที่ก่อนทาเสริมทับด้วย Norester RM 2000/50, RM 2550 |
|
| |
4 Norester RM 2000/50, RM 2550 กับการใช้งานผสมตัวแข็ง (Catalyst) ก่อนใช้งาน ต้องคนเรซิ่นให้เข้ากันอย่างดีจนเป็นเนื้อเดียวกันก่อน catalyst MEKPO เป็นตัวแข็งสำหรับ Norester RM 2050, RM 2550 โดยปกติใช้ในอัตรา 1-1.25% จึงจะเหมาะสม หากใช้มากกว่า 1.25% หรือ น้อยกว่า 1% catalyst MEKPO จะมีผลทำให้คุณสมบัติในการแข็งตัวเต็มที่ลดลงและชิ้นงานไม่มีคุณภาพดีเท่าที่ควรจะเป็น
5 การลงชิ้นงานด้วย Norester RM 2000/50, RM 2550 Norester RM 2000/50, RM 2550 มีความหนืดต่ำ (เหลวมาก) ทำให้ง่ายในการทำชิ้นงาน ในอัตราส่วนผสมเรซิ่นต่อใยแก้ว 4 ต่อ 1 หลังจากลงชั้นผิวแรกแล้วสามารถลงใยแม็ท เบอร์ 450 กรัม/ตรม. 3-4 ชั้นพร้อมกันได้เลย หรือเท่ากับการพ่นใยแก้ว + เรซิ่น 1300-1800 กรัม/ตรม. และจำนวนความหนาของชั้นใยแก้วคิดเป็นน้ำหนัก 2100 กรัม/ตรม. สูงสุดสามารถทำงานได้ในเวลาเดียวก่อนเรซิ่นจะแข็งตัว หลังจากชั้นแรกแข็งตัวและมีการเย็นตัวลง สามารถลงชั้นต่อไปเพิ่มอีก 1800-2100 กรัม/ตรม. ตามความหนาของโมลด์ที่ต้องการ
6 การแข็งตัวเต็มที่ของ NORESTER RM 2000/50, RM 2550
Norester RM 2050, RM 2550 เป็นเรซิ่นชนิดแข็งตัวเร็ว โดยมีระยะแข็งตัวที่สั้นมาก เมื่อชิ้นงานเริ่มแข็งตัว อุณหภูมิจะขึ้นถึง 50-60 ° C โดยจะสังเกตุสีของเรซิ่น เปลี่ยนแปลงจากสีน้ำตาลอ่อนเป็นสีขาว หรือสีนวลขึ้น เมื่อเรซิ่นแข็งตัวเต็มที่แล้วและเย็นตัวลง สามารถลงชั้นที่สองต่อเนื่องได้ทันที
7 การเสริมแรงให้โมลด์ และวัสดุที่ใช้เสริมแรง
การเสริมแรงเพื่อทำให้แข็งโดยการใส่เอ็นเสริมแรง ทำได้เช่นเดียวกับการเสริมแรงของโมลด์คอมโพสิทอื่นๆ และสามารถทำได้ทันทีหลังจากเปลือกโมลด์แข็งตัวเต็มที่ และเย็นลงในอุณหภูมิห้อง ซึ่งการเสริมแรงทันทีของโมลด์ที่เย็นลงจะไม่ทำให้เกิดการบิดตัวเกิดขึ้น ดังนั้นจึงไม่มีความจำเป็นที่จะต้องรอ 2 –3 วัน เพื่อให้โมลด์แข็งตัวจนหมดปฏิกิริยา เช่น โมลด์ที่ทำด้วยเรซิ่นชนิดธรรมดา |
 |
|
| |
ตารางอัตราส่วนการใช้เจลโค้ตและเรซิ่นต่อตารางเมตร สำหรับโมลด์เปิด (ด้านเดียว) และโมลด์ปิด ระบบ LRTM (สองด้าน)
โมลด์ตัวเมีย Female mould
ชั้นของโมล์ด |
|
5 ตารางเมตร |
10 ตารางเมตร |
15 ตารางเมตร |
30 ตารางเมตร |
เจลโค้ต GC206/207 |
800 ไมครอน หนา 0.8 มิล |
5 กก |
10 กก |
15 กก |
30 กก |
ผิวชั้นแรก R 680 TPA |
ใยแก้ว 300 กรัม เรซิ่น/ใยแก้ว 2: 1 หนา 0.5 มิล |
3 กก |
6 กก |
9 กก |
18 กก |
ชั้นโมลด์ RM 2000/50 |
ใยแก้ว 4 x 450 กรัม เรซิ่น/ใยแก้ว 4 : 1 หนารวม 7 มิล |
36 กก |
72 กก |
108 กก |
216 กก |
ชั้นโมลด์ RM 2000/50 |
ใยแก้ว 8x 450 กรัม เรซิ่น/ใยแก้ว 4 : 1 หนารวม 12.7 มิล |
72 กก |
114 กก |
216 กก |
432 กก |
ชั้นโมลด์ RM 2000/50 |
ใยแก้ว 4 x 450 กรัม เรซิ่น/ใยแก้ว 4 : 1 หนารวม 18.4 มิล |
|
|
324 กก |
648 กก |
โมลด์ตัวผู้ Male mould
ชั้นของโมลด์ |
|
5 ตารางเมตร |
10 ตารางเมตร |
15 ตารางเมตร |
30 ตารางเมตร |
เจลโค้ต GC 206/207 |
800 ไมครอน หนา 0.8 มิล |
5 กก |
10 กก |
15 กก |
30 กก |
ชั้นผิวหน้า 3 มม R 680 TPA |
ใยแก้ว 3 x 300 กรัม เรซิ่น/ใยแก้ว 2: 1 หนา 4 มิล |
9 กก |
18 กก |
27 กก |
54 กก |
|
| |
ตารางแสดงลำดับความแข็งแรงของเรซิ่น RM2000/50 |
ระยะเวลา |
2 ชัวโมง |
3 ชั่วโมง |
4 ชั่วโมง |
5 ชั่วโมง |
6 ชั่วโมง |
|
ความแข็ง บาร์โค Barcol (934-1) |
20 |
25 |
30 |
35 |
45 |
|
| |
ลำดับเวลาการแข็งตัวของผิวเรซิ่น RM2000/50 ทดสอบโดยวัดความแข็งแบบ Barcol hardness ด้วนการลงชั้นไฟเบอร์กลาสCSM 450 g/m2 4 ชั้น
และใช้เรซิ่น RM 2000/50 ผสมแคตตาลิส Butanox M60ในอัตรา 1%
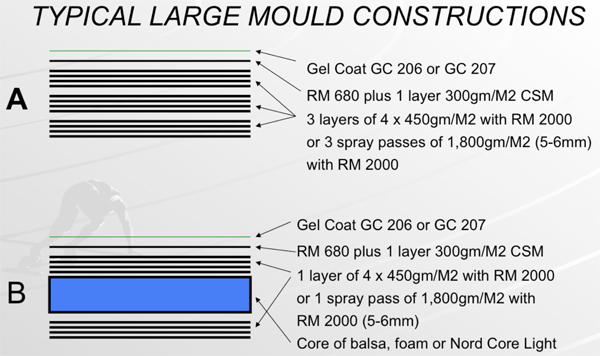
การทำโมลด์ขนาดใหญ่โดยระบบของ RM2000/50 โดยทั่วไปหากโมลด์มีพื้นที่กว้างเกินกว่าที่จะเคลือบเรซิ่นบนใยแก้ว 450 จำนวน 4 ชั้น (หรือ 1800 กรัมฝตรม) ในเวลาก่อนที่เรซิ่นจะแข็งตัว ดังนั้นจึงต้องมีการแบ่งส่วนในการเคลือบใยแก้วเป็นส่วนๆ หรือเสริมความหนาโดยใช้ แผ่นโฟม หรือไม้บราซ่า
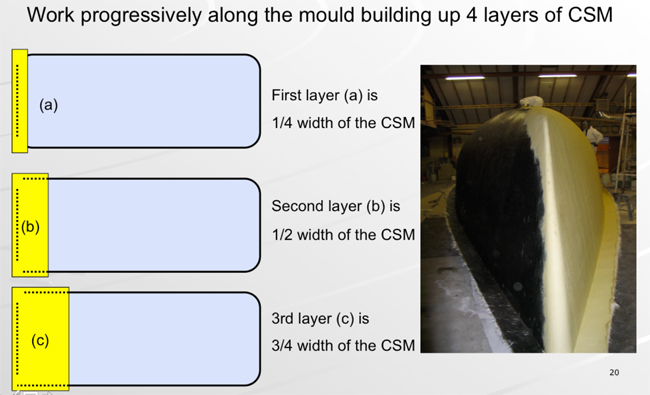
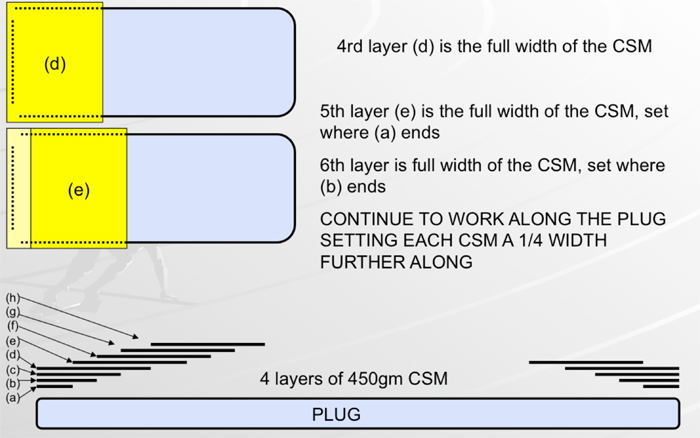
ภาพลำดับการทำโมลด์โดยการแบ่งเคลือบเรซิ่นบนใยแก้วครั้งละ 1/4 และ 1/2 และ 3/4 จนครบ 4/4 จำนวน 4 ชั้น ดังภาพข้างล่าง

|
| |
ดาวน์โหลดรายละเอียดไฟล์เอกสารเพิ่มเติม |
|
| |
File Name |
File type |
Download |
| GC 207.206 technical data anglais NTG052E_11-05.05 (27 Kb) |
PDF |
|
| NORESTER 680TP technical data Anglais NTR079E 10-05-05 (19 Kb) |
PDF |
|
| RM 2000/50, RM 2000 /50 LGT(27 Kb) |
PDF |
|
| RM 3000 vinyl ester resin for hand lay up mould |
PDF |
 |
| RM 5000 polyester resin for infusion mould |
PDF |
|
| RM 6000 vinyl ester resin for infusion mould |
PDF |
|
| CATALYST 2000 (41 Kb) |
PDF |
|
| MSDS GC 206.207 (18 Kb) |
PDF |
|
| MSDS 680.doc (18 Kb) |
PDF |
|
| MSDS RM 2000/50 (19 Kb) |
PDF |
|
| ขั้นตอนการใช้งานเรซิ่นไม่หดตัว (76 Kb) |
PDF |
|
| GC 195 9901 c Tech (34 Kb) |
PDF |
|
| GL 195 W (37 Kb) |
PDF |
|
| NCL 804PRBV GREY anglais (25 Kb) |
PDF |
|
| NORD APRRET 230 NTG 145A (35 Kb) |
PDF |
|
| NORD LAQUE 210 NTG146A (30 Kb) |
PDF |
|
| TECHNICAL DATA cd 304 TH LGT |
PDF |
|
| LLOYD'S CERTIFICATE GC195 9001 CLEAR AND GC 195 WHITE **NEW** |
PDF |
|
| |
อายุการใช้งานของโมลด์และการเลือกวัสดุที่จะนำมาใช้งาน
อายุของโมลด์ขึ้นอยู่กับวิธีการสร้างของโมลด์นั้นๆ รวมถึงการเลือกใช้วัสดุต่างๆ และวิธีการปฏิบัติต่อโมลด์ขณะทำงานสร้างชิ้นงานตามมา ดังนั้นคำแนะนำเป็นเพียงการชี้แนะเท่านั้น อย่างไรก็ตามจากประสบการณ์ที่ได้จากลูกค้า ทำให้รู้ว่าอายุของการใช้งานต่อสภาพการทำงาน (สร้างชิ้นงาน) ด้วยระบบของ RM 2000/50, RM 2550 ดังนี้
Isophalic gel coat & Norester RM 2000/50, RM 2550 สามารถใช้ได้ถึง 250 โมล์ดครั้ง (ถอดชิ้นงาน)
Vinyl ester gel coat & Norester RM 2000/50, RM 2550 สามารถใช้ได้มากกว่า 250 โมล์ดครั้ง (ถอดชิ้นงาน)
Vinyl ester gel coat ,Vinyl ester ชิ้นที่ 1 & Norester RM 2000/50, RM 2550 สามารถใช้ได้ถึง 1000 โมล์ดครั้ง (ถอดชิ้นงาน)
ข้อมูลทางเทคนิค
คุณสมบัติของเรซิ่น Norester RM 2000/50, RM 2550 เมื่อเป็นของเหลว
อายุการเก็บรักษา 3 เดือน (ผสมก่อนใช้)
ความถ่วงจำเพาะ Specific gravity 1.45
ลักษณะที่ปรากฏ Appearance ของเหลวสีน้ำตาล
Gel time 40-45 นาที
(20°C – 1% MEKP on 100 g) 60-70 นาที สำหรับ LGT version อุณหภูมิสูงสุดเมื่อมีการแข็งตัว 120-125 °C
(20°C – 1% MEKP on 100 g) ความหนืด Brookfield viscosity 1200 – 1700 mPa.s
(20°C – sp4 100 rpm) Non volatile content 72-74 %
คุณสมบัติทางกลของ Norester RM 2000/50, RM 2550 เมื่ออยู่ในสภาพเป็นของแข็ง
Heat distortion of temperature 80 °C (cast resin)
Tensile strength* 84.4 Mpa
Elongation at break* 2%
Flexural strength* 155.8 Mpa
* ทดสอบเรซิ่นโดยเสริมแรงด้วยไฟเบอร์กลาส 23%
|
|
 |
การเก็บและดูแลรักษา
เรซิ่นสำหรับทำโมลด์ NORESTER RM 2000/50, RM 2550 เป็นวัตถุที่อยู่ในการดูแลของวัตถุที่ติดไฟได้สูง สินค้าจึงควรเก็บรักษาในที่เย็นในภาชนะบรรจุปิดผนึก ในอุณหภูมิไม่เกินกว่า 20°C หลีกเลี่ยงจากแหล่งความร้อนและการถูกแสงแดดโดยตรง
ข้อมูลที่เผยแพร่ในเอกสารนี้เป็นข้อมูลจริง แต่ไม่มีการรับรองหรือประกันใดๆ |
|
| |
| |
การทำต้นแบบ และ แม่แบบโมลด์
ดาวน์โหลดภาพขั้นตอนการทำต้นแบบถึงโมล์ด 15 ขั้นตอน From Plug2Mould |
|
|
15 ขั้นตอนการผลิตต้นแบบถึงโมลด์
ขั้นตอนการทำต้นแบบ ตั้งแต่ขั้นตอนที่ 1-8
1A เตรียมก้อน PU FOAM แกะผิวด้วยเครื่อง CNC บนโพลียูรีเทนโฟมให้ต่ำกว่าระดับที่ต้องการสุดท้ายระหว่าง -8 ถึง -12 มม.(ข้ามไปขั้นตอน 3)
1B เตรียมก้อนโพลีสไตรีนโฟม แกะผิวโฟมด้วยเครื่อง CNC บนโพลีสไตรีนโฟมให้ต่ำกว่าระดับที่ต้องการสุดท้าย ระหว่าง -8 ถึง -12 มม.
2B เคลือบเรซิ่น NORESTER 854 หนา 0.8 - 1 มม. บนโพลีสไตรีนโฟม ความหนาแน่น > 25 กก/ลบม ด้วยแปรงหรือลูกกลิ้ง แล้วปูใยแก้ว เบอร์ 300 จำนวน 2 ชั้นพร้อมลงเรซิ่นกลิ้งด้วยลูกกลิ้ง โดยให้มีขอบกว้างกว่าต้นแบบประมาณ 10-15 ซม.โดยรอบ ปล่อยให้แข็งตัว 24 ชม. ก่อนพ่นด้วย 804PVRB GRAY
3 พ่น NCL 804 PURB GRAY บนต้นแบบ ด้วยเครื่องพ่น (อัตราลม 20: 1) โดยพ่นเป็นชั้นบาง ๆ หลาย ๆ ครั้ง ให้ได้ความหนา 5-6 มม. ให้ได้ความหนาสุดท้าย A - 8 มม. ด้วยเครื่อง CNC : 2 ชั้น B - 12 มม. ด้วยเครื่อง CNC : 3 ชั้น
4 แกะผิวงานด้วยเครื่อง CNC บน NCL 804 PURB GRAY
ภาพของชิ้นงานหลังจาก CNC บน NCL 804 PURB
5 พ่นชิ้นงานด้วย Appret 230 ขนาด 450 - 600 ไมครอน หลาย ๆ ครั้ง
6 ขัดผิว Nord Appret 230 ด้วยกระดาษทรายเบอร์ละเอียดให้เรียบ
7 พ่น NORD LAQUE 210 หลาย ๆ ครั้ง บนผิวชิ้นงาน จนได้ผิวโมลด์ ชั้นสุดท้าย
8 ขัดผิวต้นแบบด้วยกระดาษทรายเปียกและแห้ง ขัดเงาชิ้นงานต้นแบบด้วยน้ำยาขัดหยาบและขัดละเอียด จนชิ้นงานต้นแบบเป็นเงามันให้มากที่สุด
ขั้นตอนการทำโมลด์ ตั้งแตขั้นตอนที่ 9-15
9 ลงน้ำยาลอกแบบ 7-8 ชั้น
10A พ่น GC 207 ประมาณ 4-5 รอบ จนหนา 700-800 ไมครอน
10B ทา GC 206 ประมาณ 2 รอบ จนหนา 700-800 ไมครอน
11 ลงชิ้นแรกด้วย R 680 ด้วยใยแก้วเบอร์ 100 หรือ 255 กรัม / ม2
12 ลงชั้นเรซิ่นด้วย RM 2000 หรือ RM 2550 ด้วยใยแก้วเบอร์ 450 จำนวน 4 ชิ้น
13 กลิ้งลูกกลิ้งไล่ฟองอากาศจนเรียบ
14 เสริมความแข็งแรงของโมลด์
15 ถอดชิ้นงานโมลด์จากต้นแบบ |
|
|
|
|
|
|
|
| |
ขั้นตอนการใช้งานเรซิ่นไม่หดตัว RM-2000/50 โดยละเอียด
1. เตรียมต้นแบบ
ก่อนใช้เรซิ่น RM-2000/50 ควรเตรียมชิ้นงานต้นแบบให้มีสภาพผิวที่สมบูรณ์ที่สุด คือ มีความเรียบ เงาสม่ำเสมอ ตามชิ้นงานที่ต้องการจริงมากที่สุด หากผิวของชิ้นงานมีคุณภาพสูง ก็จะได้ผิวของโมลด์ ที่มีคุณภาพสูงเช่นกัน
2. การลงชั้นน้ำยาถอดแบบ
ให้ลงชั้นของน้ำยาถอดแบบให้เรียบร้อยสมบูรณ์ พร้อมสำหรับการใช้งาน
3. การลงชั้นของเจลโค้ท
การลงชั้นเจลโค้ท สามารถใช้เจลโค้ท Vinyl ester GC 207 สำหรับการพ่น และ GC 206 สำหรับการใช้แปรงทา โดยใช้ Catalyze MEKP 1.5 – 2 % Nord Composites Gel coat ได้เติมตัวเร่ง Cobalt แล้วไม่ควรเพิ่มหรือเติมอย่างอื่นอีก นอกจาก MEKP เพื่อให้แข็งตัวเท่านั้น การพ่น ควรพ่นเจลโค้ท โดยพ่นด้วยหัวพ่น 1.8 – 2 มิล. โดยพ่นบาง ๆ ครั้งละ 200 ไมครอน (0.2 มิล) ส่ายไปมาประมาณ 3 – 8 ครั้ง ให้มีความหนา 600 – 800 ไมครอน เพื่อให้ชิ้นเจลโค้ทค่อยหนาขึ้น และพ่นห่างประมาณ 50 – 60 ซม. เจลโค้ทจะแข็งตัวภายในเวลา 15- 20 นาที ควรปล่อยทิ้งไว้อีกประมาณ 1 ชม. เพื่อให้เจลโค้ทแข็งตัวเต็มที่ ก่อนการลงชิ้นต่อไป
4. การลงชั้นไฟเบอร์ชั้นแรก
เมื่อเจลโค้ทแข็งตัวเต็มที่แล้ว การลงชั้นผิวแรกด้วย Vinyl ester R-680 โดยลงชั้นไฟเบอร์กลาสใยแม็ท เบอร์ 300 หรือลงชั้นใยผิว Surface Tissue ก่อนลงใช้ใยแม็ทก็ได้ โดยเติมตัวแข็ง MEKP ประมาณ 1.5% รีดฟองอากาศออกให้หมด ชั้นผิวแรกจะแข็งตัวประมาณ 45 – 60 นาที
5. การลงชั้นเรซิ่น RM-2000/50 และชั้นใยแก้ว
เมื่อชั้นแรกแข็งตัวเต็มที่แล้ว ให้เตรียม RM-2000/50 และตัวแข็ง MEKP โดยการคนน้ำยาให้เข้ากันจนทั่วถึงก้นถัง เพื่อให้ฟิลเลอร์ที่มีอยู่กระจายไปทั่วจนเข้ากันเป็นเนื้อเดียวกัน แบ่งเรซิ่นใช้งานออกมาใช้ครั้งละประมาณ 5 กก และผสมตัวแข็ง MEKP จำนวน 1% (0.75 – 1.25%) คนให้เข้ากัน ไม่ควรผสมตัวแข็งกับเรซิ่น ครั้งละมาก ๆ เพราะอาจทำงานไม่ทันเรซิ่นแข็งตัว ก่อนผสมเรซิ่น ควรเตรียมแผ่นใยแก้วให้เรียบร้อยก่อน การใช้เรซิ่น RM-2000/50 ซึ่งมีความหนืดต่ำ ถ้าให้ง่ายในการทำชิ้นงาน ในอัตราส่วนผสมเรซิ่นด้วยใยแก้ว 4 ต่อ 1 การเตรียมใยแก้วควรเตรียมไว้ก่อนการลงเรซิ่น โดยการใช้ใยแก้วเบอร์ 450 กรัม/ตรม. จำนวน 4 ชั้น จะได้ นน.ต่อตรม.เท่ากับ 1800 กรัม/ตรม.
หรืออาจใช้ใยแก้ว เบอร์ 600 กรัม/ตรม. จำนวน 3 ชั้น ก็ได้ใยแก้วรวม 1800 กรัม/ตรม. หรืออาจใช้ ใยแก้ว
เบอร์ 300 กรัม/ตรม. จำนวน 6 ชั้น ก็ได้ใยแก้วรวม 1800 กรัม/ตรม. โดยการลงใยแก้วชั้นแรกแล้วสามารถลงชั้นต่อไปได้เลยจนครบ 1800 กรัม/ตรม. ได้พร้อมกันเลยไม่ต้องรอให้ชั้นแรกแข็งตัว หลังจากลงเรซิ่นและใยแก้วแล้ว
โดยอุณหภูมิปกติประมาณ 27 – 30 ° เรซิ่นจะแข็งตัวภายในเวลา 35 – 40 นาที เมื่อเรซิ่นเย็นตัวลง สามารถลงชั้น
ต่อไปเพิ่มอีก 1800 – 2100 กรัม/ตรม. ตามความหนาของโมลด์ที่ต้องการ
การแข็งตัวเต็มที่ของ RM-2000/50
RM-2000/50 เป็นเรซิ่นชนิดแข็งตัวเร็ว โดยมีระยะแข็งตัวที่สั้นมาก เมื่อชั้นงานเริ่มแข็งตัวอุณหภูมิจะขึ้นถึง 50 – 60 °C
(เรซิ่นทั่วไป 80 – 90 °C) โดยจะสังเกตเห็นการเปลี่ยนแปลงสีของเรซิ่น จากสีน้ำตาลอ่อนเป็นสีนวลขึ้นและเป็น
สีขาวนวล เมื่อเรซิ่นแข็งตัวเต็มที่แล้วอุณหภูมิจะเย็นตัวลง และสามารถลงชั้นที่สองต่อเนื่องได้ทันที
การเสริมแรงให้โมลด์
การเสริมแรงเพื่อทำให้โมลด์แข็งแรงโดยการใส่โครงสร้างเอ็นและเสาค้ำยันทำได้เช่นเดียวกับการเสริมแรงของโมลด์
คอมโพสิตอื่น ๆ และสามารถทำได้ทันที หลังจากเปลือกโมลด์แข็งตัวเต็มที่ และเย็นลงในอุณหภูมิห้อง ซึ่งการเสิรมแรงทันทีของโมลด์ที่เย็นลงจะไม่ทำให้เกิดการบิดตัวเกิดขึ้น ดังนั้นจึงไม่มีความจำเป็นที่จะต้องรอ 2 – 3 วัน เพื่อให้โมลด์แข็งตัวจนหมดปฏิกิริยาเช่นโมลด์ที่ทำด้วยเรซิ่นชนิดธรรมดา
การถอดแบบโมลด์ออกจากแบบ
สามารถทำได้ทันที่หลังจากการเสริมความแข็งแกร่งของโมลด์และสามารถนำไปใช้ผลิตตัวลูกชิ้นงานได้ทันที
อายุการใช้งานของโมลด์
อายุการใช้งานขึ้นกับวิธีการสร้างโมลด์ การเลือกวัสดุทำโมลด์ และวิธีปฏิบัติใช้งานต่อโมลด์ชนิดนั้น ๆ คำแนะนำ
จึงเป็นเพียงการชี้แนะและได้จากประสบการณ์ที่ได้จากลูดค้า ทำให้รู้ว่าอายุการใช้งานเป็นอย่างไร
1. Iso phallic gel coat + Norester RM-2000/50
สามารถใช้ได้ถึง 250 โมลด์ครั้ง
2. Vinyl ester gel coat (Gc206, Gc207) + Norester RM-2000/50
สามารถใช้ได้มากกว่า 250 โมลด์ครั้ง
3. Vinyl ester gel coat (GC206, GC207) + Vinyl ester ชิ้นที่ 1 R-680 + Norester RM-2000/50
สามารถใช้ได้ถึง 1000 โมลด์ครั้ง |
|
|

|
|
บริษัท นีโอเทค คอมโพสิท จำกัด
139 ซ. พระยาสุเรนทร์ 30 ถ.พระยาสุเรนทร์ (รามอินทรา109)แขวงบางชัน เขตคลองสามวา กรุงเทพ 10510
โทร : 02-5174955-6 แฟกซ์ : 02-5174957 Mobile 086-3746588, 086-3369614, 086-3052248, 086-3108566
ดาว์นโหลดแคตตาล็อกบริษัท : Products list  , Ligth RTM Honeycomb , Tooling resin , Ligth RTM Honeycomb , Tooling resin
ผู้นำเข้าวัสดุสำหรับงานทางไฟเบอร์กลาสครบทุกชนิด เช่น เรซิ่น เจลโค้ต ใยแก้ว ผ้าคาร์บอน เคฟล่าร์แผ่นรังผึ้ง คอร์แมท พีวีซีโฟม ไม้บราซ่า เรซิ่นทำโมล เจลโค้ตทำโมล เครื่องพ่นเจลโค้ต วัสดุแว็กคั่ม จำหน่ายทั้งปลีกและส่ง ทั่วประเทศ ราคาย่อมเยาว์เป็นกันเอง
|
|
|