ขั้นตอนการใช้งานเรซิ่นไม่หดตัว RM-2000/50
โดยละเอียด
1. เตรียมต้นแบบ
ก่อนใช้เรซิ่น RM-2000/50 ควรเตรียมชิ้นงานต้นแบบให้มีสภาพผิวที่สมบูรณ์ที่สุด
คือ มีความเรียบ เงาสม่ำเสมอ ตามชิ้นงานที่ต้องการจริงมากที่สุด หากผิวของชิ้นงานมีคุณภาพสูง
ก็จะได้ผิวของโมลด์ ที่มีคุณภาพสูงเช่นกัน
2. การลงชั้นน้ำยาถอดแบบ
ให้ลงชั้นของน้ำยาถอดแบบให้เรียบร้อยสมบูรณ์ พร้อมสำหรับการใช้งาน
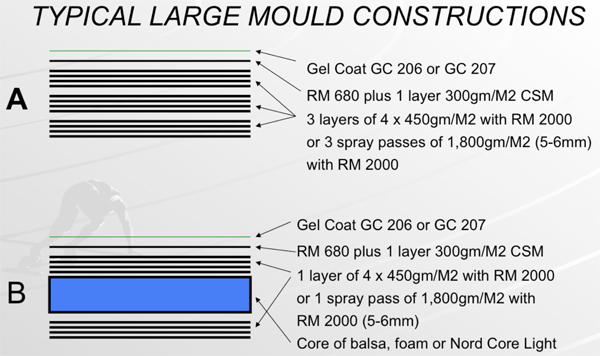
3. การลงชั้นของเจลโค้ท
การลงชั้นเจลโค้ท สามารถใช้เจลโค้ท Vinyl ester GC 207 สำหรับการพ่น และ
GC 206 สำหรับการใช้แปรงทา โดยใช้ Catalyze MEKP 1.5 – 2 % Nord Composites
Gel coat ได้เติมตัวเร่ง Cobalt แล้วไม่ควรเพิ่มหรือเติมอย่างอื่นอีก นอกจาก
MEKP เพื่อให้แข็งตัวเท่านั้น การพ่น ควรพ่นเจลโค้ท โดยพ่นด้วยหัวพ่น 1.8
– 2 มิล. โดยพ่นบาง ๆ ครั้งละ 200 ไมครอน (0.2 มิล) ส่ายไปมาประมาณ 3 – 8
ครั้ง ให้มีความหนา 600 – 800 ไมครอน เพื่อให้ชิ้นเจลโค้ทค่อยหนาขึ้น และพ่นห่างประมาณ
50 – 60 ซม. เจลโค้ทจะแข็งตัวภายในเวลา 15- 20 นาที ควรปล่อยทิ้งไว้อีกประมาณ
1 ชม. เพื่อให้เจลโค้ทแข็งตัวเต็มที่ ก่อนการลงชิ้นต่อไป
4. การลงชั้นไฟเบอร์ชั้นแรก
เมื่อเจลโค้ทแข็งตัวเต็มที่แล้ว การลงชั้นผิวแรกด้วย Vinyl ester R-680 โดยลงชั้นไฟเบอร์กลาสใยแม็ท
เบอร์ 300 หรือลงชั้นใยผิว Surface Tissue ก่อนลงใช้ใยแม็ทก็ได้ โดยเติมตัวแข็ง
MEKP ประมาณ 1.5% รีดฟองอากาศออกให้หมด ชั้นผิวแรกจะแข็งตัวประมาณ 45 – 60
นาที
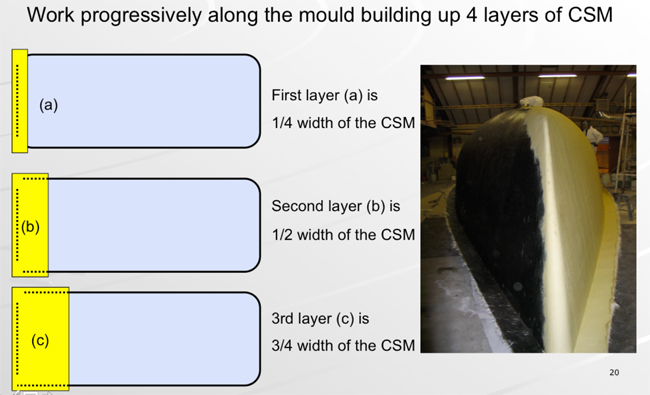
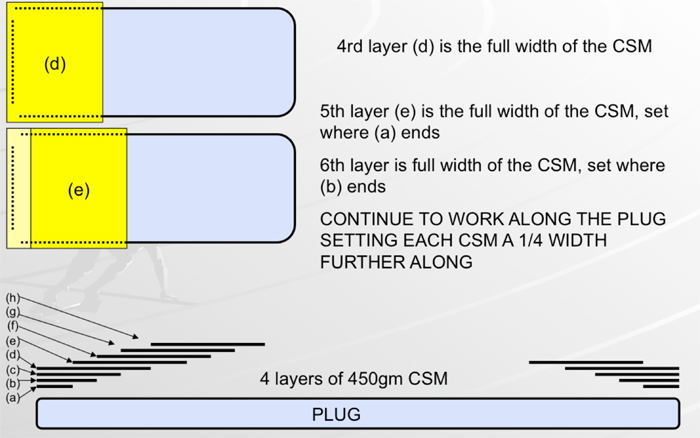
5. การลงชั้นเรซิ่น RM-2000/50 และชั้นใยแก้ว
เมื่อชั้นแรกแข็งตัวเต็มที่แล้ว ให้เตรียม RM-2000/50 และตัวแข็ง MEKP โดยการคนน้ำยาให้เข้ากันจนทั่วถึงก้นถัง
เพื่อให้ฟิลเลอร์ที่มีอยู่กระจายไปทั่วจนเข้ากันเป็นเนื้อเดียวกัน แบ่งเรซิ่นใช้งานออกมาใช้ครั้งละประมาณ
5 กก และผสมตัวแข็ง MEKP จำนวน 1% (0.75 – 1.25%) คนให้เข้ากัน ไม่ควรผสมตัวแข็งกับเรซิ่น
ครั้งละมาก ๆ เพราะอาจทำงานไม่ทันเรซิ่นแข็งตัว ก่อนผสมเรซิ่น ควรเตรียมแผ่นใยแก้วให้เรียบร้อยก่อน
การใช้เรซิ่น RM-2000/50 ซึ่งมีความหนืดต่ำ ถ้าให้ง่ายในการทำชิ้นงาน ในอัตราส่วนผสมเรซิ่นด้วยใยแก้ว
4 ต่อ 1 การเตรียมใยแก้วควรเตรียมไว้ก่อนการลงเรซิ่น โดยการใช้ใยแก้วเบอร์
450 กรัม/ตรม. จำนวน 4 ชั้น จะได้ นน.ต่อตรม.เท่ากับ 1800 กรัม/ตรม.
หรืออาจใช้ใยแก้ว เบอร์ 600 กรัม/ตรม. จำนวน 3 ชั้น ก็ได้ใยแก้วรวม 1800
กรัม/ตรม. หรืออาจใช้ ใยแก้ว
เบอร์ 300 กรัม/ตรม. จำนวน 6 ชั้น ก็ได้ใยแก้วรวม 1800 กรัม/ตรม. โดยการลงใยแก้วชั้นแรกแล้วสามารถลงชั้นต่อไปได้เลยจนครบ
1800 กรัม/ตรม. ได้พร้อมกันเลยไม่ต้องรอให้ชั้นแรกแข็งตัว หลังจากลงเรซิ่นและใยแก้วแล้ว
โดยอุณหภูมิปกติประมาณ 27 – 30 ° เรซิ่นจะแข็งตัวภายในเวลา 35 – 40 นาที
เมื่อเรซิ่นเย็นตัวลง สามารถลงชั้น
ต่อไปเพิ่มอีก 1800 – 2100 กรัม/ตรม. ตามความหนาของโมลด์ที่ต้องการ
การแข็งตัวเต็มที่ของ RM-2000/50
RM-2000/50 เป็นเรซิ่นชนิดแข็งตัวเร็ว โดยมีระยะแข็งตัวที่สั้นมาก เมื่อชั้นงานเริ่มแข็งตัวอุณหภูมิจะขึ้นถึง
50 – 60 °C
(เรซิ่นทั่วไป 80 – 90 °C) โดยจะสังเกตเห็นการเปลี่ยนแปลงสีของเรซิ่น จากสีน้ำตาลอ่อนเป็นสีนวลขึ้นและเป็น
สีขาวนวล เมื่อเรซิ่นแข็งตัวเต็มที่แล้วอุณหภูมิจะเย็นตัวลง และสามารถลงชั้นที่สองต่อเนื่องได้ทันที
การเสริมแรงให้โมลด์
การเสริมแรงเพื่อทำให้โมลด์แข็งแรงโดยการใส่โครงสร้างเอ็นและเสาค้ำยันทำได้เช่นเดียวกับการเสริมแรงของโมลด์
คอมโพสิตอื่น ๆ และสามารถทำได้ทันที หลังจากเปลือกโมลด์แข็งตัวเต็มที่ และเย็นลงในอุณหภูมิห้อง
ซึ่งการเสิรมแรงทันทีของโมลด์ที่เย็นลงจะไม่ทำให้เกิดการบิดตัวเกิดขึ้น ดังนั้นจึงไม่มีความจำเป็นที่จะต้องรอ
2 – 3 วัน เพื่อให้โมลด์แข็งตัวจนหมดปฏิกิริยาเช่นโมลด์ที่ทำด้วยเรซิ่นชนิดธรรมดา
การถอดแบบโมลด์ออกจากแบบ
สามารถทำได้ทันที่หลังจากการเสริมความแข็งแกร่งของโมลด์และสามารถนำไปใช้ผลิตตัวลูกชิ้นงานได้ทันที
อายุการใช้งานของโมลด์
อายุการใช้งานขึ้นกับวิธีการสร้างโมลด์ การเลือกวัสดุทำโมลด์ และวิธีปฏิบัติใช้งานต่อโมลด์ชนิดนั้น
ๆ คำแนะนำ
จึงเป็นเพียงการชี้แนะและได้จากประสบการณ์ที่ได้จากลูดค้า ทำให้รู้ว่าอายุการใช้งานเป็นอย่างไร
1. Iso phallic gel coat + Norester RM-2000/50
สามารถใช้ได้ถึง 250 โมลด์ครั้ง
2. Vinyl ester gel coat (Gc206, Gc207) + Norester RM-2000/50
สามารถใช้ได้มากกว่า 250 โมลด์ครั้ง
3. Vinyl ester gel coat (GC206, GC207) + Vinyl ester ชิ้นที่ 1 R-680 +
Norester RM-2000/50
สามารถใช้ได้ถึง 1000 โมลด์ครั้ง |